| <<< CNC Maschinen | 3018 Pro Max >>> |
Testverfahren CNC-Maschinen
Allgemeines
In den Videos zu den getesteten Maschinen gebe ich absichtlich keine Bewertungen ab! Das möchte ich euch überlassen, denn nur ihr wisst, was ihr von einer Maschine erwartet. Ferner sind Sprüche wie "Die beste Maschine zum Preis X" üblicherweise schon wenige Tage nach Erscheinen eines Videos Makulatur, da sich vor allem in Bereich der günstigen Maschinen sehr viele Hersteller tummeln, die alle um den günstigsten Preis buhlen.Betrachtet also die von den Testergebnissen angefertigten Fotos in hoher Auflösung, um euch ein Urteil zu bilden. Auch beim Anfertigen der Videos bin ich bemüht, die Fräsvorgänge aus nächster Nähe zu zeigen. Den unrunden Lauf eines Fräsers kann man mit unter sehen, auf jeden Fall aber hören, sperrt also Augen und Ohren beim Betrachten der Videos auf!
Bei allen Tests gilt: Wenn ihr keine wirklichen Unterschiede zwischen verschiedenen Geräten sehen könnt, dann betrachtet diese als gleichwertig und konzentriert euch auf andere Dinge, wie die Offenheit von Hard- und Software! Fangt bloß nicht damit an, kleinste Unterschiede in die Bilder zu interpretieren, das ist einfach nicht praxisrelevant. Bleibt mit den Füßen auf dem Boden der Tatsachen und hört auch nicht auf irgendwelche selbsternannten Experten (mich eingeschlossen).
Holz
Holz ist ein Naturprodukt, folglich gleicht ein Stück Holz keinem zweiten Stück Holz. Neben der unterschiedlichen Härte ist vor allem die Faserstruktur zu beachten, welche die maximal erreichbare "Auflösung" begrenzt und auch dafür sorgt, dass die Richtung, in welcher Strukturen gefräßt werden, einen merklichen Einfluß auf das Ergebnis hat.

|
|
| 1920x1080 | Full res |
CNC Maschinen der günstigen Preisklassen weisen meist ein relativ hohes Spiel auf, beziehungsweise biegen sich unter Last. Beim Fräsen sollte man daher darauf achten, dass für optimale Ergebnisse die Kraftrichtung auf den Fräser möglichst immer gleich ausfällt. Genau das wird bei diesem Test durch die zeilenweise Abarbeitung erreicht, gezeigt wird also das bestmögliche Ergebnis, das eine Fräse erzielen kann.
Beim Betrachten der Bilder der Testergebnisse ist darauf zu achten, dass die auf verschiedenen Ebenen liegenden Oberflächen des Motivs möglichst glatt gefräßt werden. Die feinen Details an den Krallen der Tatzen des Löwen und an der Oberkante des Wappens sollten klar zu erkennen sein.
Die verwendete G-Code Datei (Hesse.gc) und Bildvorlage ist Teil des Download-Paketes.

|
|
| 1920x1080 | Full res |
Die Oberflächen sind hier alle gewölbt. Auch diese sollten möglichst glatt ausfallen. Wie beim vorherigen Test erfolgt der Materialabtrag zeilenweise, um das bestmögliche Ergebnis zu zeigen.
Die verwendete G-Code Datei (relief.gc) ist Teil des Download-Paketes.
Kunststoff
Kunststoff ist im Gegensatz zu Holz ein sehr homogenes Material, die Fräsrichtung spielt somit keine Rolle. Zu beachten ist, dass das Material beim Erwärmen schmilzt, der Fräser sollte daher nicht zu langsam durch das Material schneiden. Vor allem CNC-Maschinen aus dem unteren Preissegment weisen allerdings meist ein so hohes Spiel in der Mechanik auf, dass allzu schnelles Fräsen dazu führt, dass sich Schwingungen aufbauen, was die maximale Fräsgeschwindigkeit begrenzt.

|
|
| 1920x1080 | Full res |
Links wird das Material jeweils von links nach rechts (X-Richtung) abgetragen und der Fräser nach jeder Linie um 25% des Fräserdurchmessers (=0.625mm) in Y-Richtung versetzt.
In der Mitte erfolgt der Abtrag von hinten nach Vorne (Y-Richtung) und der Fräser wird nach jeder Linie um 0.625mm nach rechts (X-Richtung) versetzt.
Rechts erfolgt der Abtrag ebenfalls in Y-Richtung, der Fräser wird allerdings nach jeder Linie um nur 0.1mm nach rechts versetzt.
Idealerweise sollten plane Flächen mit nur schwach zu sehenden, parallel verlaufenden Linien zu sehen sein. Je mehr Spiel in der Mechanik vorhanden ist, um so rauer fällt das Ergebnis aus.
Die verwendete G-Code Datei (planing.gc) ist Teil des Download-Paketes.
|
|
| 1920x1080 | Full res |
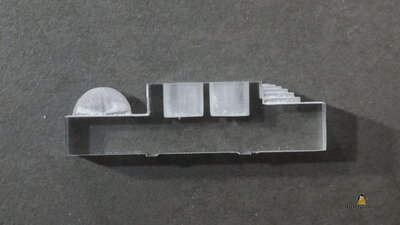
An der Vorderkante wird eine Halbkugel mit einem Durchmesser von 12mm gefräst. Der Fräser trägt das Material dabei in Y-Richtung ab und wird nach jeder Linie um 0.1mm weiter in X-Richtung versetzt. Im Video ist Spiel in der Mechanik ist zu sehen, wenn der Fräser in das Material eintaucht (Ablenkung nach links). Am fertigen Werkstück macht sich das in einer Abweichung von der Kugelform bemerkbar. Die Halbkugel ist vor allem rechts um so mehr verformt, je mehr Spiel in der Mechanik ist.
An der Hinterkante werden Halbkreise gefräst. Mit jeder Treppenstufe wird mehr Material pro Durchgang abgetragen. Die Höhe der Stufen beträgt 0.2, 0.4, 0.6, 0.8, 1.0 und 1.2mm. Die Kanten der Kreise sollten parallel verlaufen und schön rund gefräst werden.
Im Mittelstück werden zwei Nuten in U-Form, jeweils 7mm tief gefräst, zunächst im Uhrzeigersinn und dann entgegen dem Uhrzeigersinn. Pro Durchgang taucht der Fräser um 0.2mm tiefer ein. Je mehr Spiel in der Mechanik, um so deutlicher ist zu erkennen, wo der Fräser in das Material eintaucht beziehungsweise wieder angehoben wird. Auch die Abweichung von der Idealform (Rechteck innen) ist zu beachten. In der Seitenansicht ist zu sehen, ob die Grundlinie gerade und parallel zur Oberkante des Werkstücks verläuft.
Die verwendete G-Code Datei (3D-sphere.gc) ist Teil des Download-Paketes.
|
|
| 1920x1080 | Full res |
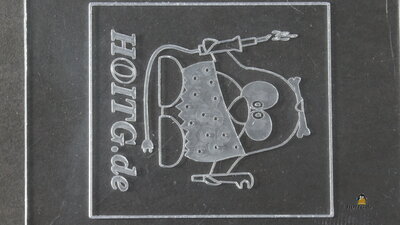
Die Oberflächen der gefrästen Taschen sollten schön plan, die Linien gleichmäßig breit (tief) und glatt sein.
Die verwendete G-Code Datei (HOITG-tux.gc) ist Teil des Download-Paketes.
Platinenfräsen
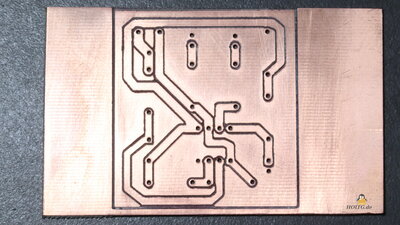
Im Test zum Isolationsfräsen wird eine 43x47mm Platine für Durchsteckmontage von einen Flip-Flop Schaltkreis hergestellt. Die Höhe der Platine wird vor dem Fräsen nicht vermessen, womit auch die Winkligkeit der Mechanik einen Einfluss auf das Ergebnis hat.
|
|
| 1920x1080 | Full res |
Die gefrästen Nuten sollten glechmäßig breit ausfallen. Je mehr Spiel in der Mechanik, um so ausgefranster fallen die Kanten der Leiterbahnen aus. Die Bohrungen der Löcher sollten gut zentriert sein.
Die verwendeten G-Code Dateien sind Teil des Download-Paketes.
| <<< CNC Maschinen | 3018 Pro Max >>> |
![]()
![]()
![]()