| <<< Filamentdrucker | MK4 >>> |
Testverfahren FDM 3D-Drucker
Allgemeines
Die Videos von "How Open Is This Gadget" zeigen die Bedienfunktionen eines Druckers und geben euch einen Eindruck von der Druckqualität in bewegten Bildern. In den Videos zu den getesteten FDM Druckern gebe ich allerdings absichtlich keine Bewertungen ab! Das möchte ich euch überlassen, denn nur ihr wisst, was ihr von einem Drucker erwartet. Ferner sind Sprüche wie "Die beste Maschine zum Preis X" üblicherweise schon wenige Tage nach Erscheinen eines Videos Makulatur, da sich vor allem in Bereich der mittleren bis unteren Preisklasse sehr viele Hersteller tummeln, die alle um den günstigsten Preis buhlen.Betrachtet also die von den Testergebnissen angefertigten Fotos in hoher Auflösung, um euch ein Urteil zu bilden. Auch beim Anfertigen der Videos bin ich bemüht, die Druckvorgänge aus nächster Nähe zu zeigen. Spiel in der Mechanik kann man mit unter sehen, auf jeden Fall aber als Klappern hören, sperrt also Augen und Ohren beim Betrachten der Videos auf!
Bei allen Tests gilt: Wenn ihr keine wirklichen Unterschiede zwischen verschiedenen Geräten sehen könnt, dann betrachtet diese als gleichwertig und konzentriert euch auf andere Dinge, wie die Offenheit von Hard- und Software! Fangt bloß nicht damit an, kleinste Unterschiede in die Bilder zu interpretieren, das ist einfach nicht praxisrelevant. Bleibt mit den Füßen auf dem Boden der Tatsachen und hört auch nicht auf irgendwelche selbsternannten Experten (mich eingeschlossen).
Haftung am Druckbett
Um gute Haftung am Druckbett zu erzielen, muss dieses korrekt ausgerichtet werden. Das geschieht auf zweierlei Wegen:Klassisch, also mit der "Papier passt leicht klemmend zwischen Düse und Druckbett", wobei die Höhe des Druckbetts händisch per Stellschrauben an den Eckpunnkten justiert wird...
...oder Automatisch. Dabei ist ein Sensor am Druckkopf angebracht, der die Höhe über dem Druckbett per Firmware an verschiedenen Punkten misst.
|
|
| 1920x1080 | Full res |
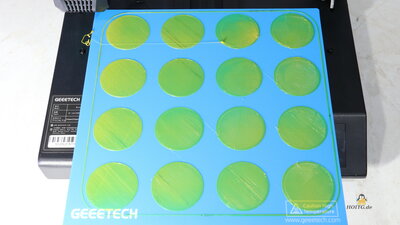
Auf dem Druckbett verteilt werden Scheiben mit einer Höhe von 0.2mm gedruckt. Die Anzahl und der Durchmesser der Scheiben hängt von der Größe des Druckbetts ab.
Alle Scheiben sollten durchgehend auf dem Druckbett haften und gleichmäßig dick gedruckt werden. Die jeweils verwendete G-Code Datei gibt's auf der Testseite zum Gerät.
Benchy, normal
Ein klassischer Drucktest für FDM Drucker ist das 3D Benchy. Das Modell wird der Allgemeinheit von den Machern unter einer freien Lizenz zur Verfügung gestellt.

|
|
| 1920x1080 | Full res |
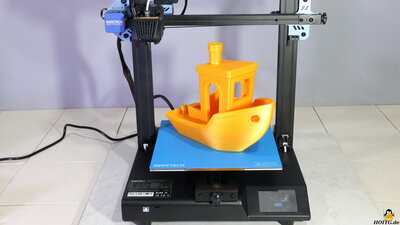
Der erste Benchy-Test wird mit gängigen Einstellungen durchgeführt, um das bestmögliche Ergebnis der Testreihe zu erzielen. Die Druckgeschwindigkeit ist mit 30mm/s moderat, die Schichtstärke ist auf 0.2mm gesetzt und die Extrusionsweite liegt bei 0.45mm.
Die jeweils verwendete G-Code Datei gibt's auf der Testseite zum Gerät.
Benchy, schnell

|
|
| 1920x1080 | Full res |
Als nächste Testreihe wird die Druckgeschwindigkeit erhöht.
Dabei treten die Schwächen eines Druckers hervor:
Je schlechter die Bauteilkühlung, um so schlechter fallen die Übergänge, for allem an Bug und Heck des Benchies aus. Wird die Kühlluft nur von einer Seite auf das Benchy geblasen, so ist bei den hohen Druckgeschwindigkeiten meist klar auszumachen, von welcher Seite das geschahen ist.
Je schwächer die Mechanik, um so deutlicher sind "Ghosting" genannte Effekte zu sehen. Besonders die Kanten werden zusehends unsauber gedruckt und hier werden Wellen erkennbar.
Sollte der Extruder zu schwach sein, werden Lücken in den Außenwänden erkennbar.
Welche Druckgeschwindigkeiten verwendet werden, ist auf der jeweiligen Seite zum Drucker nachzulesen. Die Schichtstärke bleibt mit 0.2mm konstant, ebenso die Extrusionsweite mit 0.45mm für die äußerste Hülle und 0.7mm für alles andere. Auch die Beschleunigungswerte werden gesteigert, beginnind mit 1000mm/s2, denn nur so ist sichergestellt, dass die Druckgeschwindigkeit im Mittel auch tatsächlich zunimmt.
Der Geschwindigkeitstest krempelt die Betrachtungsweise um: Es ist eher darauf zu achten, was noch gut gedruckt wird, als auf die Schwachstellen, denn diese werden mit zunehmender Druckgeschwindigkeit unübersehbar.
Die jeweils verwendete G-Code Datei gibt's auf der Testseite zum Gerät.
Extrusionsrate
Um große Objekte schnell zu drucken, muss möglichst viel Kunststoff pro Zeiteinheit extrudiert werden. Der Kunststoff muss im Hotend schnell erhitzt werden, Je besser das thermische Design, um so schneller kann das geschehen. Ferner steigt die Kraft, mit welcher das Filament durch das Hotend gepresst werden muss. Hier sind der Extrudermotor und die Transportmechanik gefordert.

|
|
| 1920x1080 | Full res |
Gedruckt wird ein dünnwandiger (eine Lage) Cylinder mit einem Durchmesser von 100mm und einer Höhe von 100mm. Für hohen Materialdurchsatz ist die Schichtstärke auf 0.4mm und die Extrusionsweite auf 0.7mm gesetzt. Die Druckgeschwindigkeit wird von Cylinder zu Cylinder gesteigert, bis zum offensichtlichen Versagen. Der Cylinder ist nicht ideal rund, sondern besteht aus 100 geraden Segmenten. Je besser diese Segmentierung sichtbar ist, um so besser die Druckqualität.
Mit zunehmender Druckgeschwindigkeit wird die Cylinderwand weniger glatt. Ferner tritt die Naht, an welcher der Druckkopf zur nächsten Lage fährt, deutlicher hervor. Das liegt daran, dass der Druck im Exttruder mit zunehmender Geschwindigkeit steigt und somit weniger Kunststoff in den schnellen Passagen austritt und der sich im Extruder aufbauende Überdruck dann beim Abbremsen und Beschleunigen beim Schichtwechsel abbaut.
Die jeweils verwendete G-Code Datei gibt's auf der Testseite zum Gerät.
Großes Benchy
|
|
| 1920x1080 | Full res |
Mit dem im Test zur Extrusionsrate noch für gut befundenem Wert wird ein möglichst großes Benchy gedruckt. Die Extrusionsweite ist auf 0.7mm gesetzt, die Schichtstärke auf 0.4mm. Das Benchy sollte möglichst schnell gedruckt werden, an den Außenwänden sollten keine Lücken zu sehen sein.
Die jeweils verwendete G-Code Datei gibt's auf der Testseite zum Gerät.
| <<< Filamentdrucker | MK4 >>> |
![]()
![]()
![]()