| <<< Filament printers | MK4 >>> |
Test procedures FDM 3D printers
General
The videos from "How Open Is This Gadget" show the operating functions of a printer and give you an impression of the print quality in moving pictures. However, I deliberately do not give any ratings for the tested machines in the videos! I want to leave that up to you, because only you know what you expect from a printer. Furthermore, slogans such as "The best machine at price X" are usually obsolete just a few days after a video has been published, since there are many manufacturers in the middle to lower price range, all rivaling for the best price.So have a close look at the high-resolution photos taken of the test results to get an own opinion. When making the videos, I also try to show the printing processes in close up sequences. You can sometimes see backlash in the mechanics, but you can definitely hear it as a rattle, so open your eyes and ears when watching the videos!
For all tests there is: if you can't see any real differences between two machines, then consider them equal and focus on other things, such as the openness of hard- and software! Don't start interpreting the smallest differences in the pictures of test results, because that's simply not relevant in practice. Keep your feet on the ground and don't listen to all those self-proclaimed experts (myself included).
Bed levelling
In order to achieve good adhesion to the build plate, it must be aligned correctly. This is usually done in two ways:Classic, i.e. with the "paper fits tightly between nozzle and the print bed" whereby the height of the print bed is adjusted manually using the adjusting screws at the corner points...
...or automatically. A sensor is attached to the print head and the height of the build plate is detected by the firmware at various points.
|
|
| 1920x1080 | Full res |
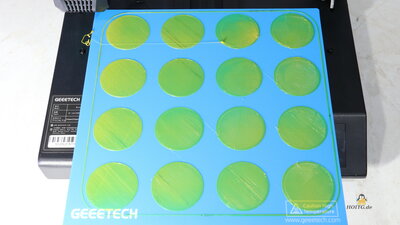
Discs with a height of 0.2mm are printed. The number and diameter of the discs depends on the size of the build plate.
All discs should stick well to the print bed and have even thickness with a smooth surface. The G-code file generated for the respective printer can be found on the test page for the device.
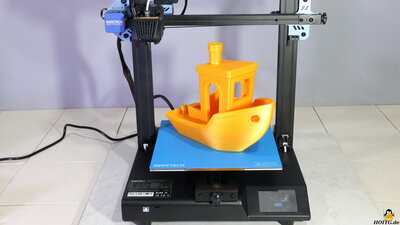
Benchy, normal
A classic print test for FDM printers is the 3D Benchy. The model is made available under a free license to the general public by the creators.

|
|
| 1920x1080 | Full res |
The first Benchy test is carried out with normal settings in order to achieve the best possible result of the test series. The print speed is moderate at 30mm/s, the layer thickness is set to 0.2mm and the extrusion width is 0.45mm.
The G-code file used can be found on the test page for the respective device.
Benchy, fast

|
|
| 1920x1080 | Full res |
As the next series of tests, the printing speed is increased.
This is where the weak points of a printer become obvious:
The worse the part cooling, the worse the overhangs, especially at the bow and stern of the Benchy. If the part cooling fan blows air onto the Benchy from only one side, it is usually clear from which side this happened at the high printing speeds.
The weaker the mechanics, the more clearly "ghosting" effects can be seen. These can be seen as ripples in particular near the edges.
If the extruder is too weak, gaps will appear in the outer walls.
Which print speeds are used can be found on the respective page for the printer. The layer thickness is set to 0.2mm, the extrusion width to 0.45mm for the external perimeters and 0.7mm for everything else. The acceleration values are also increased, starting with 1000mm/s2, because otherwise the set printing speed could never be reached during the print.
The speed test turns the point of view upside down: It is more important to pay attention to what is still printed well than to the weak points, because these become obvious as the printing speed increases.
The G-code file used can be found on the test page for the respective device.
Extrusion rate
In order to print large objects quickly, as much plastic as possible must be extruded per time. The plastic has to be heated quickly in the hotend. The better the thermal design, the faster this can happen. Furthermore, the force with which the filament has to be pushed through the hotend increases. Thats what adresses the extruder motor and the transport mechanism.

|
|
| 1920x1080 | Full res |
A thin-walled (one layer) cylinder with a diameter of 100mm and a height of 100mm is printed. For high material throughput, the layer thickness is set to 0.4mm and the extrusion width is set to 0.7mm. The printing speed is increased from cylinder to cylinder until failure is evident. The cylinder is not ideally round, but consists of 100 straight segments. The better this segmentation is visible, the better the print quality.
As the printing speed increases, the cylinder wall becomes less smooth. Furthermore, the seam at which the print head moves to the next layer becomes more prominent. This is due to the fact that the pressure in the extruder increases with increasing speed and therefore less plastic exits in the fast passages and the overpressure that builds up in the extruder is then reduced when slowing down and accelerating at the layer changes.
The G-code file used can be found on the test page for the respective device.
Large Benchy
|
|
| 1920x1080 | Full res |
With the value found to be good in the extrusion rate test, the largest possible benchy is printed. The extrusion width is set to 0.7mm, the layer height to 0.4mm. The Benchy should be printed as quickly as possible, with no gaps visible on the outer walls.
The G-code file used can be found on the test page for the respective device.
| <<< Filament printers | MK4 >>> |
![]()
![]()
![]()